Klingeguide
Få et godt råd med på vejen, når du vælger savklinge
Vælg den klinge, som passer til dit behov
- Hvilken spånvinkel skal jeg vælge?
- Hvilken tandtype passer til hvilket materiale
- Hvilket tandantal skal klingen have?
- Hvordan skal pindhullerne være placeret?
Alle de spørgsmål, du måtte have, kan du finde svar på i guiden nedenunder
Find fejlen – fejlsøgning
Nederst på siden forklarer vi om de mest almindelige årsager til, at en klinge ikke vil skære ordentligt. Håber, at oversigten kan være dig til hjælp, næste gang du har problemer med en savklinge.
Få et godt råd med på vejen
Hos Junget tilbyder vi et komplet sortiment af klinger og hjælper dig gerne med at finde præcis den klinge, som passer til dit behov. Vi tilbyder klinger i alle kvaliteter og prisklasser. Se sortimentet her.
Spånvinkel
Negativ 5-10°: Kapning af træ i pendul- og parallelsav samt kantlistekapning.
Negativ 5°: Savning af aluminium, plast og laminat ved manuel fremføring.
5-7°: Savning af hård plast, finer, laminat og krydsfiner samt gerings savning af træ og aluminium ved mekanisk fremføring.
10-15°: Kapning af træ samt formatsavning af træfiber, gips, spånplader og krydsfiner.
20°: Kapning af råtræ.
25-30°: Kapning og kantning af råtræ.

Tandtyper
 AA / FZ Fladtand
AA / FZ Fladtand
Anvendes primært til kløvning af træ men kan også bruges til lamelsavning og kantning. Kan anvendes med høj fremføringshastighed ved normale krav til snitkvaliteten.
 BA / WZ Vekselslebet tænder
BA / WZ Vekselslebet tænder
Til kløvning og kapning af træ, plademateriale og plast.
 BD
BD
Krydsslebne tænder med vekselvis front velegnet til plade- og papmaterialer.

BAE / WZ-FA
Krydslebne tænder med fas til tynde hårde plastmaterialer.
 CA / ES
CA / ES
Samtlige tænder er skråslebne til venstre. Anvendes til forridsning, tapning, kantlistekapning og formatsavning af plader, monteres sammen med spånknuser.

DA / ES
Samtlige tænder er skråslebne til højre. Anvendes til forridsning, tapning, kantlistekapning og formatsavning af plader, monteres sammen med spånknuser.
 EAXH / HZ/DZ/FZ
EAXH / HZ/DZ/FZ
Hver anden tand spidsslebet, og hver anden flad. Alle tænder med hulslebet bryst.
Til savning af lakerede og belagte plader.

RA / KON/FZ
Flad tand med koniske sider. Et oplagt valg, som forridserklinge på en formatsav.
 EAM
EAM
Til skæring af aluminium.

EAX / FZ/DZ
Hver anden tand flad, hver anden spids,til savning af belagte plader.
EA/EAM F/tv. Trapez/Flad trapez
For- og efterskærende tænder. Hver anden tand er trapezslebet, og hver anden slibes lige, så spånen deles i tre stykker.
EA
Velegnet til savning af belagte og ubelagte spån-træfiber- og MDF-plader. Også egnet til bearbejdning af plast og laminat.
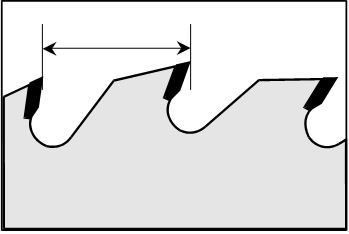
Valg af tandantal
Tanddelingen bestemmes af tykkelsen på det materiale, som skal saves. Generelt gælder det, at tynde materialer saves med lille tanddeling og tykke materialer med stor tanddeling.
Mindst to og max. fire tænder skal altid være i indgreb ved savning i massivt træ. For øvrige materialer gælder to til seks tænder
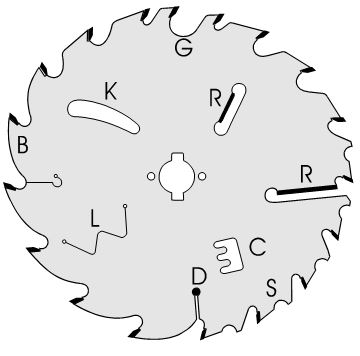
Betegnelser
Til forskellige savopgaver findes klinger med special udformning. Dette angives med nedenstående betegnelser.
B = Rund ryg
C = E- kølehul i klingekroppen
D = Kobbernit i slidshullet
G = Gruppetandede klinger
K = Kølehul i klingekroppen
L = Laserspor i klingekroppen
R = Klinger med renseskær
S = Klinger med rensetand
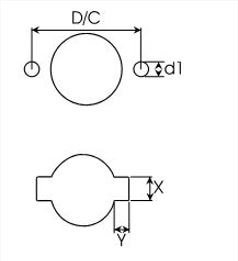
Klinger med pinhul
Pinhul:
- Antal pinhuller
- Pinhullets diameter (d1)
- Delingscirkel (D/C)
Kilespor:
- Antal kilespor (K)
- Kilesporets bredde (X)
- Kilesporets dybde (Y)
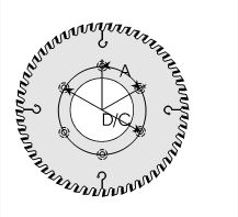
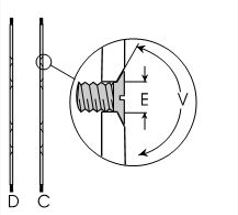
Klinger med skruehul
Ved bestilling af disse klinger bør tegning altid vedlægges. I modsat fald må følgende angives:
- Fabrikat på knuseren etc.
- Antal skruehuller (S) og indbyrdes positioner (A)
- Skruehullets delingscirkel (D/C)
- Skruehullets forsænkning, højre (C) eller venstre (D), med klingen vendt så tænderne i overkant vender mod dig
- Skruehullets forsænkningsvinkel (V) alternativt mål (E)
- Skruens dimension (eks. M6, M8)
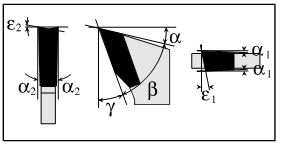
Vinkelbetegnelse
α= Frivinkel
β= Kilevinkel
γ= Spånvinkel
α1= Tangentiel slibevinkel
α2= Radial slibevinkel
ε1= Aksvinkel
ε2= Bagfasvinkelv
Fejlsøgning - Når noget går galt
Vibrationer i klingen - dårligt snit:
- Dårlige lejer i spindlen ujævne flanger eller mellemlægsringe forkert centerhul ubalance i klingen
Brændemærker på stambladet med ensartede punkter
- Ujævne snit, spindelen kaster, klingen er ikke plan
Brændemærker på stambladet med ring af punkter
- Forkert stræk i klingen, indføring ikke parallel, forkert spaltekniv
Klingen giver et fuldendt snit i begyndelsen men begynder at skifte efter en times savning
- Forkert stræk i klingen, indføring ikke parallel
Revner i spånrum eller slids
- Klingen er sløv, for små spånrum, for mange tænder, forkert indføring/tand
Brud på tandhalsen
- Forkert højdeindstilling af klingen, klingen for højt over materialet, for høj indføring, forkert spånvinkel (ved savning af metaller
Klingen giver et rigtigt snit men savudbytte er for uens
- For få tænder, for høj indføring, klingen er sløv
Klingen efterlader render i arbejdsemnet
- En eller flere tænder har større skærebredde end øvrige, forkert stræk i klingen
Klingen går tungt i materialet
- For mange tænder, for lav skærehastighed, klingen er sløv, forkert spånvinkel
Klingen trækker selv materialet frem
- Forkert spånvinkel
Belægning af harpiks etc. på klingen
- For mange tænder, indføring ikke parallel
Guide til valg af savklinge
Hvis du har brug for at se den komplette guide til valg af klinger, kan du downloade den som PDF her.
Vil du vide mere?
Kontakt værktøjsteamet hos Junget. Vi giver gerne gode råd og vejledning til valg af nye skærende værktøjer.

Kontakt mig, tak
Ønsker du at blive kontaktet, så ringer vi dig gerne op. Venligst oplys dine kontaktinfo i skemaet nedenfor.